


联系电话:17787100018
在可能的情况下,将连续焊缝改成断续焊缝可减少焊缝和工件由于受热而产生的塑性变形。或者采用不同的焊接方向和顺序,可使局部焊缝变形适当减小或相互抵消,从而达到减小总体变形的目的。当焊缝在1m以上时,可采用分段退焊法、分中分段退焊法、跳焊法、交替焊法;对中等长度(0.5-1m)的焊缝,可采用分中对称焊法。
以上方法如下图所示:
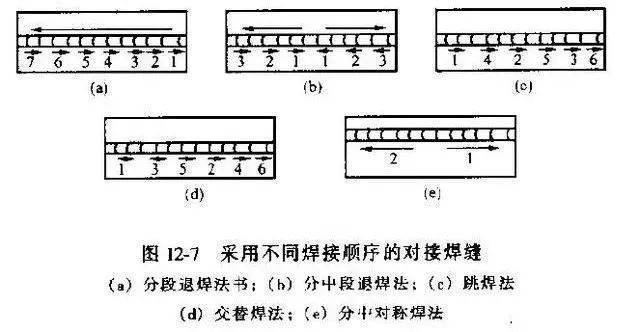
(1)分段退焊法。这种方法适用于各种空间位置的焊接,立焊除外。钢材较厚,焊缝较长时都可以设挡弧板,多人同时焊接。其优点是可以减小热影响区,避免变形。每段长应为0.5――1m。
(2)分中分段退焊法。这种方法适用于中板或较薄的钢板的焊接。它的优点是中间散热快,缩小焊缝两端的温度差。焊缝热影响区的温度不致急剧增高,减少或避免了热膨胀变形。这种方法特别适用于平焊和仰焊,横焊一般不采用,立焊根本不能用。
(3)跳焊法。这种方法除立焊外,平焊、横焊、仰焊三种方法都适用。多用在6-12mm厚钢板的长焊缝和铸铁、不锈钢、铜的焊接上,可以分散焊缝热量,避免或减小变形。钢材每段焊缝长度应在200-4O0mm之间;铸铁焊件按铸铁焊接规范处理;不锈钢和钢由于导热快,每段长度不宜超过200mm板薄应短些)。
(4)交替焊法。这种焊法和跳焊法基本相同,只是每段焊接距离拉长,特别适用于薄板和长焊缝。
(5)分中对称法。这种方法适用于焊缝较短的焊件。为了减小变形,由中心向两端一次焊完。
